

Manufacturers are frequently facing different challenges such as unexpected machinery failure or defective product delivery. Leveraging Artificial Intelligence (AI) and machine learning, manufacturers can improve operational efficiency, launch new products, customize product designs, and plan future financial actions to progress their AI transformation.
Why are AI Applications important in the manufacturing industry?
Implementing AI in manufacturing facilities is getting popular among manufacturers. According to Capgemini’s research, more than half of the European manufacturers (51%) are implementing AI solutions, with Japan (30%) and the US (28%) following in second and third.
The same study also reveals that most popular AI use cases in manufacturing are improving:
- maintenance (29% of manufacturing AI use cases)
- quality (27%)
This popularity is driven by the fact that manufacturing data is a good fit for AI/machine learning. Manufacturing is full of analytical data, which is more comfortable for machines to analyze. Hundreds of variables impact the production process. While these are very hard to diagnose for humans, machine learning models can easily predict the impact of individual variables in such complex situations. In other industries involving language or emotions, machines are still operating below human capabilities, slowing down their adoption.
COVID-19 pandemic also increased the interest of manufacturers in AI applications. As seen on the Google Trends graph below, the panic due to lockdowns may have forced manufacturers to shift their focus to artificial intelligence.

AI Applications in Manufacturing

1.AI to Build Digital Twins
A digital twin is a virtual copy of a physical production system. There are digital twins of specific machinery assets, entire machinery systems, or particular system components in the manufacturing area. The most common uses of digital twins are real-time diagnose, tic and evaluation of production process, prediction, and visualization of product performance, etc.
To teach digital twin models to optimize the physical system, data science engineers utilize supervised, and unsupervised machine learning algorithms by processing historical and unlabeled data gathered from continuous real-time monitoring. These algorithms help to optimize production scheduling, quality improvements, and maintenance.
Generative design is a process that involves a program generating some outputs to meet specified criteria. Designers or engineers input design goals and parameters such as materials, manufacturing methods, and cost constraints into generative design software to explore design alternatives. The solution utilizes machine learning techniques to learn from each iteration what works and what doesn’t. Let’s have a look at this example from Autodesk:
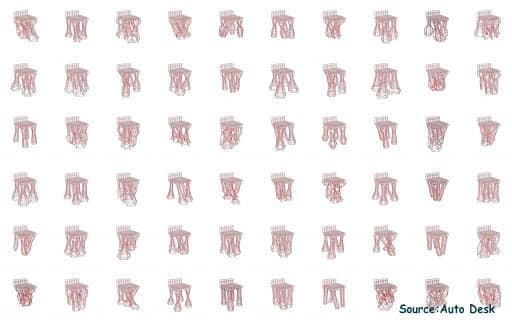
source: https://www.autodesk.com/education/home
The above image illustrates the generative design of a parametric chair. The algorithm finds countless ways of designing a simple thing – e.g., a chair. You have to input the parameters: four legs, elevated seat, weight requirements, minimal materials, etc. Then, the algorithm generates a variety of options. The software is not there to replace humans, though. It’s another example of AI being an augmentation to human work. As described by Autodesk:
3.Predictive maintenance
Manufacturers leverage AI technology to identify potential downtime and accidents by analyzing the sensor data. AI systems help manufacturers forecast when or if functional equipment will fail so its maintenance and repair can be scheduled before the failure occurs. Thanks to AI applications predictive maintenance, manufacturers can improve efficiency while reducing the cost of machine failure.
4.Assembly Line Optimization
Furthermore, this wealth of data can create various automation by layering Artificial Intelligence into your IoT ecosystem. For example, when equipment operators are showing signs of fatigue, supervisors get notifications. When a piece of equipment breaks down, the system can automatically trigger contingency plans or other reorganization activities.
5.Quality Assurance
Manufacturing requires acute attention to detail, a necessity that’s only exacerbated in the electronics space. Historically speaking, quality assurance has been a manual job, requiring a highly skilled engineer to ensure that electronics and microprocessors were being manufactured correctly. All of its circuits were configured correctly.
Today, image processing algorithms can automatically validate whether an item has been correctly produced. By installing cameras at critical points along the factory floor, this sorting can happen automatically and in real-time.
6.Inventory Management
Machine learning solutions can promote inventory planning activities as they are good at dealing with demand forecasting and supply planning. AI-powered demand forecasting tools provide more accurate results than traditional demand forecasting methods (ARIMA, exponential smoothing, etc.) engineers use in manufacturing facilities. These tools enable businesses to manage inventory levels better so that cash-in-stock and out-of-stock scenarios are less likely to happen.
7.Process Optimization
AI-powered software can help organizations optimize processes to achieve sustainable production levels. Manufacturers can prefer AI-powered process mining tools to identify and eliminate bottlenecks in the organization’s operations. For instance, timely and accurate delivery to a customer is the ultimate goal in the manufacturing industry. However, if the company has several factories in different regions, building a consistent delivery system is complicated. By using a process mining tool, manufacturers can compare the performance of other areas down to individual process steps, including duration, cost, and the person performing the step. These insights help streamline processes and identify where the bottlenecks are so that manufacturers can take action.
8.Defect Detection
Today, many assembly lines have no systems or technologies to identify defects across the production line. Even those in place are very basic, requiring skilled engineers to build and hard-code algorithms to differentiate between functional and defective components.
The majority of these systems cannot still learn or integrate new information, resulting in countless false positives, which have to be manually checked by an on-site employee.
By imbuing this system with artificial intelligence and self-learning capabilities, manufacturers can save countless hours by drastically reducing false positives and the hours required for quality control.
The benefits of Artificial Intelligence in Manufacturing

1.24/7 Production
Human beings are biological organisms and need regular maintenance, e.g., food and sleep. For any production facility to continue working round the clock, it is necessary to introduce shifts, using three human workers every 24 hours. Robots don’t get tired or hungry and are capable of working on the production line 24/7. This allows the expansion of production capabilities, which is increasingly necessary to meet the demands of worldwide customers. Furthermore, robots are more efficient in many areas, such as the assembly line and picking and packing departments. They can significantly reduce turn-round times in many areas of the business operation.
2.Safety
Human beings are fallible and prone to making mistakes, especially if they are tired or distracted. Errors and accidents occur on the factory floor and in any construction or processing environment, a tendency that AI and robotic assistance can all but eradicate. Remote access control means reducing human resources, especially when the work is dangerous or requires superhuman effort. Even stable working environments will cut down on industrial accidents and lead to an overall improvement in safety. More advanced sensory equipment integrated with IIoT devices makes installing safety guards and barriers a more straightforward and effective measure to protect human lives.
3.Cost Reduction
AI technologies can reduce operation costs of manufacturers due to several applications:
- Leveraging AI technologies can enhance organizations’ analytics capability to use their resources more efficiently, make better forecasts, reduce inventory costs. Thanks to better analytics capabilities, companies can also switch to predictive maintenance, eliminating downtime costs and reducing maintenance costs.
- This one is obvious, but manufacturers don’t need to pay monthly salaries to robots. However, robots require CAPEX, which needs to be weighed against the recurring cost of labor.
4.Quick Decision Making
When IIoT is coupled with cloud computing and virtual or augmented reality, companies can share simulations, confer on production activities, and exchange critical or essential information in real-time, irrespective of geographical location. The data gathered from sensors and beacons help determine consumer activity, allowing companies to anticipate future needs, make rapid decisions on production, and speed up the exchange between manufacturers and suppliers.
5.Quality Control
AI is also beneficial for carrying out predictive maintenance on machinery and equipment. Using sensors to track performance and operating conditions, machines can learn to predict malfunctions and failures and take action to remedy them before they occur. This can result in faster feedback, helping companies to eradicate unplanned downtimes.
Sensors can also detect the mot microscopic defects, scanning them at resolutions far beyond the capacity of human vision, thus improving productivity and increasing the percentage of items that will pass quality control. AI applications helps to speed up many routine processes and improves accuracy to an enormous extent. This prevents the requirement for quality control and in-process inspection by human beings, which is time-consuming and often fallible.
Contact us for more information. With over 20 years of experience, we’ve got the knowledge and know-how to bring your business to the next level.
Leave a Reply